NINOS
Ce logiciel a éte développé par J.N. CARLIER pour être utilisé dans l'IUT où il
enseigne. Aprés qu'un membre de la liste CNC25 l'ai contacté il a bien vouluu développer
sont logiciel pour l'adapter à notre utilisation. Ninos est disponible sur le site de
J. N. CARLIER.
Sont prix de 160€ pour une licence illimité (avec dongle) peut paraître chère mais
vu la qualité du logiciel, ces prestations et le prix d'un logiciel professionnel
équivalent, il les vaut largement.
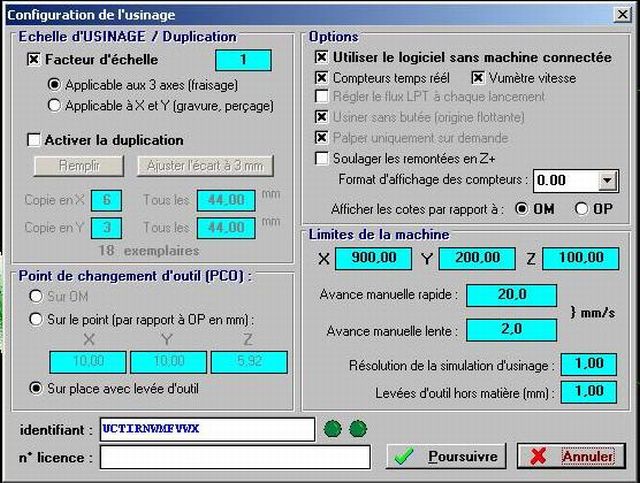
Limites de la machine
Entrer la longueur de vos axes et les vitesses du mode manuelle. Pour les vitesses
il faut être prudent au départ, 20 voir 10mm/s est une bonne base.
Options
Si votre machine est connectée il faut décocher la première option, les deux
suivantes (Compteur temps réel et Vmètre vitesse) ralentisse le logiciel donc
à décocher aussi si votre PC n'est pas trop puissant.
Si votre machine ne comporte pas de capteurs de fin de course il faut cocher
l'option "Usiner sans buter (origine flottante)". Dans ce cas lorsque l'on
fait un zéro machine (mise à zéro des coordonnées des 3 axes) cette position devient
le "zero machine". Chaque retour à l'origine machine (OM) se fera à cette position
jusqu'à la mise zéro des coordonnées des 3 axes à un autre endroit.

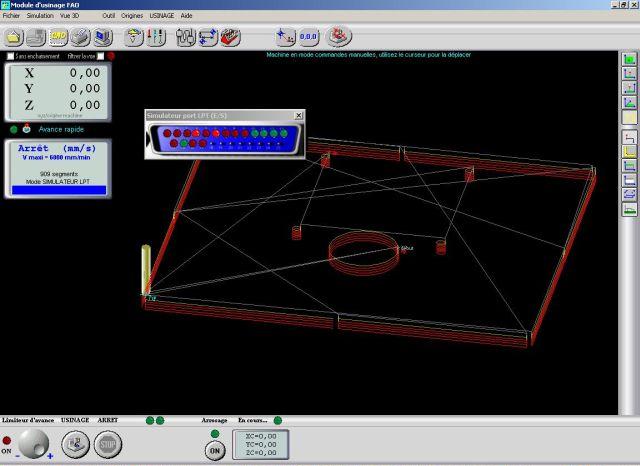
Port
Il s'agit de choisir le prot LPT par lequel est relié la machine (LPT1, 2..).
Ici le PC n'est pas relié à une machine, c'est l'option "Simulateur".
A côté on a le choix entre plusieurs librairies de commande du port LPT,ce paramètre
est à modifier si les résultats de déplacements de la machine ne sont pas bons.
Enfin il faut donner une vitesse maximale de déplacement, cette vitesse ne sera
pas dépassée même si la vitesse max des acceptable par les axes est plus grande.
Il faut donc être prudent au départ, 20 voir 10mm/s est une bonne base.
Valeur déplacement linéaire
Entrez pour chacun des axes la valeur en millimètre du déplacement de chaque axe
lorsque le moteur fait un pas. Ceci dépend du type d'entrainement et de réduction
de votre machine.
Pour moi cela se présente de la façon suivante :
Vitesse maximale par axe
Il faut entrer les vitesse maximale pour chacun des axes, la aussi il faut être
prudent au départ, 20 voir 10mm/s est une bonne base.
Sorties
Remplir les numéros de broches (Sens (équivalent pin DIR pour CnFraise) commande
le sens de rotation du moteur et Pas (équivalent pin CLOCK) commande des pas
que doit faire le moteur pour un ordre donné), On laisse pour l'instant les cases
"inversion" que l'on cochera si besoin une fois que l'on aura vérifier
que les moteurs sont bien commandé par le logiciel.
Pour la MM2001 les entrées de commande pour les moteurs sont les suivantes :
| Broches de commande MM2001 | ||
| Moteur | Dir | Clock |
| 1 (YG) | 2 | 3 |
| 2 (XG) | 4 | 5 |
| 3 (YD) | 6 | 7 |
| 4 (XD) | 8 | 9 |
Entrées
Il s'agit d'affecter les entrées de la machine : butées, détection d'ouverture
du capot (sécurité) et palpeur d'outil.
En fait cette option est trés utile car elle permet d'ajouter des buter même si
la carte interface ne les gére pas (ce qui est le cas de la MM2001). Ici je ne
les utilise pas mais j'ai prévu des les rajouter sur la machine.
Cable SubD25 se raccordant au PC
Cette vue de la prise raccordant la machine avec le PC permet de visualiser les affectations
que l'on vient de faire.
Calibrer le port
Avant de commencer les tests il faut calibrer le port en cliquant sur
![]()
Activation des sorties pour test
On peut passer aux premiers tests et faire faire ces premier sursaut à la machine!
Il suffit pour cela d'activer les "bouton" des broches que l'on a spécifié (ici
D0 à D5). Pour chaque impulsion sur une sortie d'un axe, l'axe en question doit
faire un pas, si on change le sens (impulsion sur une sortie "sens") l'axe doit
faire un pas dans l'autre sens. Si tout marche bien on peut passer aux tests plus
approfondis en cliquant sur ![]()
Une fois le pramétrage effectué, les moteurs de votre machine doivent tourner lorsque
Ninos leur envoi des ordres. Pour tester cela cliquer sur ![]() ,
la fenêtre suivante apparait :
,
la fenêtre suivante apparait :

Déplacement pas à pas
les flèches servent à faire bouger les axes pas à pas, de la même façon
que les "bouton" de la fenêtre précédente.
Cycle de test
Ces cycles prédéfinis permettent de régler la machine. Attetion toute fois car
les dimesion de la machine peuvent ne pas être compatible avec les dépplacements,
il faut aussi règler la vitesse avec précaution
![]() : mise à zéro des coordonées
de la fraise, l'emplacement de votre fraise devient l'origine machine.
: mise à zéro des coordonées
de la fraise, l'emplacement de votre fraise devient l'origine machine.
![]() : retour de la fraise à
l'origine machine, c'est à dire le point ou reviendra la fraiseuse une fois la
découpe terminée.
: retour de la fraise à
l'origine machine, c'est à dire le point ou reviendra la fraiseuse une fois la
découpe terminée.
![]() : lance l'usinage choisi.
: lance l'usinage choisi.
![]() : Le bouton magique qui permet
de tout arrêter si un souci ce profile, un conseil : laisser la souris pas trop
loin lors des premiers essais...
: Le bouton magique qui permet
de tout arrêter si un souci ce profile, un conseil : laisser la souris pas trop
loin lors des premiers essais...
Si tous ce passe bien il n'y a plus qu'à fermer et attaquer ces propres découpes !